Cara Men-debug Akurasi Pemotongan Laser pada Stainless Steel
Last updated: 5 Mar 2025
1474 Views
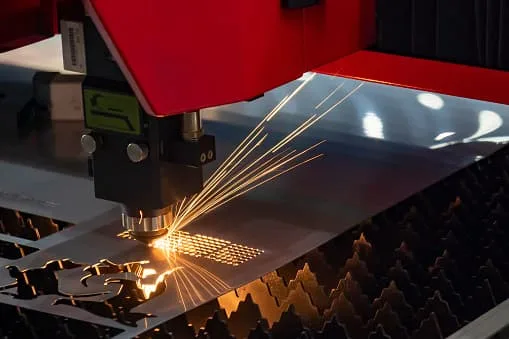
Memastikan akurasi tinggi saat menggunakan mesin pemotongan laser untuk stainless steel memerlukan kalibrasi yang tepat dan pemecahan masalah secara sistematis. Jika hasil pemotongan tidak sesuai harapan, ikuti langkah-langkah debugging berikut:
Periksa dan Sesuaikan Posisi Fokus
- Titik fokus laser harus sejajar dengan permukaan material
- Jika fokus terlalu tinggi atau terlalu rendah, pemotongan bisa menjadi tidak akurat
- Solusi: Sesuaikan posisi fokus sesuai dengan ketebalan stainless steel. Gunakan sistem fokus otomatis jika tersedia.
- Jika kecepatan terlalu tinggi, hasil pemotongan bisa menjadi tidak rata
- Jika kecepatan terlalu rendah, panas yang berlebihan dapat menyebabkan distorsi pada material
- Solusi: Atur kecepatan sesuai dengan ketebalan material dan daya laser.
- Nitrogen atau oksigen bertekanan tinggi digunakan untuk memotong stainless steel
- Jika tekanan gas terlalu rendah, hasil pemotongan bisa menjadi kasar dan tidak presisi
- Jika tekanan terlalu tinggi, dapat menyebabkan terjadinya slag atau burr berlebih
- Solusi: Sesuaikan tekanan gas secara bertahap dan periksa apakah nozzle tersumbat.
- Jika sinar laser tidak sejajar, hasil pemotongan bisa menjadi tidak konsisten
- Solusi:Lakukan pengujian jalur laser menggunakan alat pengukur daya atau alat penyelarasan
- Pastikan sinar laser terkalibrasi sebelum mulai memotong.
- Nozzle yang rusak atau tersumbat dapat memengaruhi aliran gas dan ketepatan pemotongan
- Solusi:Periksa dan bersihkan nozzle secara berkala
- Ganti nozzle jika sudah aus atau rusak
- Gunakan ukuran nozzle yang sesuai dengan ketebalan material
- Pengaturan daya yang tidak tepat dapat menyebabkan panas berlebih, melelehkan material, atau menyebabkan distorsi
- Solusi:Kurangi daya jika tepi pemotongan terbakar atau kasar
- Tingkatkan daya jika pemotongan tidak tembus atau tidak konsisten
- Sesuaikan frekuensi pulsa untuk mendapatkan pemotongan yang lebih halus.
- Jika rel, motor, atau sabuk pada mesin longgar, dapat menyebabkan getaran dan mengurangi akurasi pemotongan
- Solusi: Pastikan semua komponen mekanis dalam kondisi stabil dan kencang
- Zona panas yang besar dapat menyebabkan material melengkung dan akurasi berkurang
- Solusi:Gunakan durasi pulsa yang lebih pendek untuk pemotongan yang lebih bersih
- Tingkatkan kecepatan pemotongan sedikit untuk mengurangi panas berlebih.
- Kesalahan dalam program CNC atau software pemotongan dapat menyebabkan penyimpangan jalur pemotongan
- Solusi:Periksa apakah ada kesalahan kalibrasi dalam program CNC
- Pastikan jalur pemotongan telah dioptimalkan untuk stainless steel.
Dengan melakukan debugging pada faktor-faktor di atas, Anda dapat meningkatkan akurasi pemotongan laser pada stainless steel. Perawatan rutin dan penyesuaian parameter yang tepat akan membantu mendapatkan hasil pemotongan yang konsisten dan berkualitas tinggi.
Apakah Anda memerlukan rekomendasi spesifik untuk jenis mesin dan ketebalan material tertentu? ️
Related Content


